درباره من
 سلام، به وبلاگ من خوش آمدید. امینی هستم و چندین ساله که وبلاگنویسی می کنم یکی از علایق من وبلاگ نویسی است .امیدوارم که با نظرات خوبتون مرا در این مهم یاری کنید .ایمیلtakan@gamil.com
ادامه...
سلام، به وبلاگ من خوش آمدید. امینی هستم و چندین ساله که وبلاگنویسی می کنم یکی از علایق من وبلاگ نویسی است .امیدوارم که با نظرات خوبتون مرا در این مهم یاری کنید .ایمیلtakan@gamil.com
ادامه...
هنر ملیله کاری

هنر ملیله کاری
ملیلهکاری شاخهای از هنر فلزکاری است که با مفتولهای نازک نقره و مس انجام میپذیرد.
هنر ملیله کاری امروزی، محصول کار با نقره و مس است که به صورت محصولهای باریک در آمده است و با صرف وقت و دقت فوق العاده و مهارت و هنرمندی ملیله کار، با بهره گیری از نگارههای سنتی و طرحهای اسلیمی به هم پیوند و ارتباط یافته است.
شمشهای نقره را با چکش یا دستگاه نورد به شکل مفتولهای چهارپهلو، باریک میکنند و ابتدا نقشهای کوچک را میسازند؛ سپس آنها را در کنار هم در یک قالب قرار داده و با نقرهای با عیار پایینتر لحیم میکنند.
تاریخچه ملیله کاری
بر اساس کشفیات باستانشناسی، به روایت اکثر محققان، قدیمیترین اشیائی که میتوان ریشه ملیله ایران را در آن جستجو کرد، به سالهای 330 تا 550 ق.م تعلق دارد و متعلق به دوره هخامنشیان میباشد. در دوران ساسانی نیز، ظروف گران قیمت و سرشار از ذوق و سلیقه هنری صنعتگران فلزکار و مخصوصاً نقره کاران، برای مصرف طبقات مرفه جامعه ساخته میشد. در برخی موارد استفاده از سنگهای قیمتی، زیبایی این اشیاء را دو چندان مینمود.
آثار بدست آمده در "دورآلورپوس"، گواه آن است که طی سالهای 324 تا 330 ق.م نیز، ساخت مصنوعات ملیله در ایران رواج قابل ملاحظه ای داشته است. همچنین در آثار کشف شده از شوش ، همدان و گنجینه جیحون، میتوان به قدمت این هنر پی برد.
پروفسور"آرتور اپهام پوپ" در کتاب "شاهکاری هنر ایران" ضمن اشاره به زرگری و نقره کاری در سالهای بعد از ظهور دین مبین اسلام، به مقداری ملیله که از منطقه "ری" به دست آمده و به قرن ۱۲ میلادی تعلق دارد، اشاره کرده است.
ملیلهکاری یکی از صنایع دستی اصفهان و زنجان است. در این شهر کالاهای نقره مانند سینی، قندان، گیره استکان، گلسینه و... با روش ملیلهکاری ساخته میشود. درباره تاریخچه ملیله زنجان اطلاعات جامعی در دست نیست؛ اما از دو طریق میتوان به قدمت این هنر ارزنده پی برد: اول با نوشتهها و سفرنامههای سیاحانی که به این منطقه سفر کرده و از هنر زیبای ملیله کاری در این منطقه یاد کرده اند؛ دوم با استفاده از آثار باقی مانده ملیله بسیار اندکی که وجود داشته و اغلب متعلق به دو سده اخیر است. از آنجا که ملیله کاری نیز یکی از شاخههای فلزکاری است، میتوان مسیر حرکت آن را در بطن فلزکاری منطقه جستجو کرد.
ملیله کاری تا قبل از دوره پهلوی، در
هزاره اول هجری قمری به عنوان هنر دستی بومی زنجان فقط در این شهر معمول
بوده است و در زمان حکومت رضاخان با مهاجرت تعدادی از هنرمندان این شهر به
تهران و اصفهان، در سایر نقاط کشور نیز رواج یافت. سرویسهای چای و شربت
خوری، جعبه جواهرات و دسته چاقو عمدهترین دست مایه هنرمندان زنجانی در
سالهای بعد است که به تدریج بر انواع این دست یافتههای زیبا، از جمله
زیور آلات افزوده میشود. رونق این هنر و صنعت از دوران سلجوقی آغاز و در
دوران صفویه به اوج خود رسید. در دوران
سلجوقی، اکثر سازندگان آثار نفیس
فلزی، هنرمندان خراسانی ساکن در شرق و شمال شرقی ایران بودند که عده ای از
آنان به علت جنگهای خونین و زد و خوردهای محلی، ترک وطن کرده، در سایر
شهرها از جمله زنجان، بروجرد، همدان، تبریز و به ویژه شهر موصل اقامت
گزیدند. در زمان قاجار نیز، صنایع دستی از جمله ملیله کاری، از رونق بسیاری
برخوردار بود. از دوره قاجاریه به این سو مقداری سرقلیان، گیره استکان یا
سینی در اندازههای مختلف، گوشواره و... باقی مانده است که بخشی از آنها در
موزههای داخلی و خارجی و قسمتی دیگر در مجموعههای خصوصی یا نزد
خانوادهها نگهداری میشود.
وسایل مورد نیاز در ملیله کاری
مواد اولیه شامل طلا، نقره و مس میباشد که به صورت خام در طبیعت یافت می شود و تبدیل به شمش شده، سپس ورق گردیده و بریده می شود. عمدهترین ماده اولیه ملیله کاری را نقره تشکیل میدهد. سایر مواد مصرفی مورد نیاز در ملیله کاری را موم طبیعی، تیزاب، زاج سفید و جوهر گوگرد تشکیل میدهد. بطورکلی، ابزار کار ملیله کاری شبیه ابزار و ادوات زرگری است.
ابزار آلات ملیله کاری
1- کوره: شامل کورههای زغالی یا کورههای گازی می باشد که جهت ذوب فلزات، حرارت تولید می کنند و دمای آنها معمولاً بالای 1300 درجه سانتی گراد می باشد.
2- بوته: ظرفی است استوانه ای شکل که جهت ذوب نقره از آن استفاده می شود؛ جنس آن از گرافیت و ظرفیت کوچکترین آن تقریباً 50 گرم و بزرگترین آن یک کیلوگرم است.
3- حدیده: ابزاری است برای تهیه مفتولهای نقره با قطرهای مختلف به شکل استوانه که از دو لایه بیرونی و رونی تشکیل شده است.
4- ریجه(ریژه): قالب فلزی می باشد که نقره بعد از ذوب، داخل آن ریخته می شود.
ریجه دو نوع است:
- مدادی که جهت تهیه شمش استفاده می شود
- کتابی که برای ساخت نقره صفحه ای استفاده می شود
5- دستگاه نورد: شمش ملیله ای را به مفتول تبدیل می کند.
6- دمبوری: که حاوی یک مخزن بنزین، یک دم هوا و همچنین یک مشعل می باشد و جهت آتشکاری جزئی به کار می رود.
7- انبر آتش کاری: دارای دسته ای بلند بوده و هنگام آتش و لحیم کاری استفاده می شود.
8- مته برقی: برای سوراخ کردن برخی قسمتهای زمینه کار استفاده می شود.
9- تخته تاب: دو قطعه چوب که برای تابیدن مفتول نقره ای بکار می رود.
10- قیچی: برای بریدن ورقههای آهنی و قطع مفتولهای نقره ای استفاده می شود.
11- فرچه یا برس سیمی: برای پاک کردن ناپاکیها و چرک از روی ملیله استفاده می شود.
12- آینه سوهان: برای براق کردن و شفاف نمودن سطح کار نقره استفاده میشود.
13- جفت: برای شکل دادن مفتول ملیله به ریز نقشها بکار می رود.
14- قالب ریخته گری: برای ساختن اشیاء از قبیل پایه و دسته استکان بکار می رود.
15- دندانه: برای تبدیل نوار نقره ای به نوار دندانه دار استفاده می شود.
روش ساخت ملیله
آماده سازی یک محصول ملیله شامل ساخت نوار ملیله و ساخت محصول ملیله میباشد.
ساخت نوار ملیله
برای تهیه نوار ملیله، ابتدا فلز در کوره
قرارگرفته و پس از ذوب شدن در داخل ریجه، ریخته می شود. پس از سرد شدن،
قطعه نقره ای به طول 30- 25 سانتیمتر به قطرحدود 5 میلیمتر بدست می آید.
در مرحله بعد، قطعه نقره ای را بر روی سندان گذاشته و به کمک چکش آنرا
تبدیل به میله ای چهار پهلویی می کنند و مجدداً آن را بوسیله چراغ کوره ای
با شعله گاز حرارت می دهند تا نرم شود و قابلیت انعطاف پیدا کند؛ سپس آن را
از دستگاه نورد عبور داده و بصورت مفتولهای باریکی در می آورند. در بالای
دستگاه نورد چرخ دنده
ای قرار دارد که بوسیله آن می توان دستگاه را
تنظیم و مفتولهایی با قطرهای مختلف بدست آورد. مفتولهای باریک مجدداً در
کوره حرارت قرار داده شده و درون موم گذاشته می شود تا کاملاً موم اندود
شده و آماده حدیده کردن شود. برای حدیده کردن، ابتدا مفتول نقره را از
بزرگترین سوراخ حدیده عبور و سپس آن را از سوراخهای کوچکتری می گذرانند.
در پایان کار مفتول را از کوچکترین سوراخ حدیده عبور می دهند تا مفتول
بسیار نازک و ظریفی با قطر یکنواخت و با شماره 25، بدست آید. آنگاه، دو
رشته از این مفتول نازک را بصورت دولایی می تابند و مفتول دولاتاب را از
میان قسمت مسطح غلطک دستگاه نورد عبور می دهند و در نتیجه از دستگاه نورد،
نوار باریکی به قطر تقریباً کمتر از نیم میلیمتر خارج می شود که همان نوار
ملیله، میباشد.
ساخت محصول ملیله
بعد از آماده شدن نوار ملیله، جهت ساخت اشیاء مراحل ذیل انجام میپذیرد:
در این مرحله، ابتدا صفحه فلزی مستطیل
شکلی را که از جنس متضاد با مفتول کاربردی باشد و دارای ابعاد و اندازههای
مختلف است، انتخاب و یک سطح آن را کاملاً موم اندود میکنند به طوری که
لایه ای به ضخامت ۳ تا ۴ میلیمتر از موم روی صفحه را بپوشاند. سپس قالبی را
که به شکل محصول مورد نظر بریده شده، روی صفحه مسی قرار میدهند؛ بعد
نواری را که دارای پهنایی بیش از نوار ملیله است، از اطراف قالب میگذرانند
تا شکل قالب را به خود گرفته و درون موم قرار گیرد. سپس به وسیله
دیوارههای بعدی، طرح کلی را تقسیم بندی کرده و میانه سطوح را با نقوش
ملیله که قبلاً به وسیله دست و ابزای ظریف با نوار ملیله ساخته شده، پر
میکنند و در آخرین مرحله به وسیله مفتولهای فولادی بسیار ظریف نقشها را
به یکدیگر میبندند تا اشکال ساخته شده به
هم نخورد و سپس به وسیله ذوب
کردن موم، اسکلت ملیله ساخته شده را از صفحه زیرین جدا میکنند. پس از آن،
عمل آتش کاری انجام و کلیه قطعات به وسیله گرده لحیم به یکدیگر متصل
میشود؛ سیمهای فولادی را بریده و جدا میسازند و محصول را که تقریباً کار
ساختش به پایان رسیده، در طشتکی که حاوی محلول رقیق اسید سولفوریک است،
قرار میدهند و یا در داخل ظرف محتوی "راغاب" ( محلول زاج سفید و آبی )
میجوشانند تا اضافات و لکههای نقره از بین برود. در پایان به کمک برس
سیمی ظریفی، ملیله ساخته شده را پاک میکنند و ناهمواریهای احتمالی آن را
به وسیله سوهانهای ظریف و سمباده از بین برده و آن را پرداخت میکنند.
نوع دیگری از ملیله، محصولاتی است که به وسیله خم کردن و لحیم دادن صفحات ملیله ساخته میشود. شیوه تولید این نوع چنان است که ابتدا از ملیله صفحاتی به اندازههای مورد نظر تهیه میکنند و سپس به کمک آنها محصولاتی نظیر گیره، استکان، لیوان، قندان، گلاب پاش، قاب عکس، گل سفید، قاشق چای خوری و... میسازند. به وسیله نقره ای با عیار پایینتر دسته و پایه آن را ساخته و روی کار سوار میکنند. نقوش رایج در ملیله سازی اغلب ذهنی و الهام گرفته از نگارههای قدیمی و سنتی ایران است.
نقوش رایج در ملیله کاری
نقوش رایج در ملیله کاری عبارتند از دندانه، تابیده، جقه، بته جقه، ریزه جقه، برگ فرنگ، برگ، غنچه، پیچ، جفت پیچ پیچک، سه چشمه و یک چشمه است.
محصولات ملیله کاری
تولیدات ملیله شامل انواع مختلف تزئینی همچون گیره، شربت خوری، گل سفید، گلاب پاش، قاب عکس، بشقاب، شکلات خوری، شیرینی خوری، سینی، آینه و شمعدان و... ، انواع مختلف زینتی همچون زنجیر، سنجاق گل سینه و گوشواره است.
سفال گری

بی شک یکی از قدیمی ترین هنرها و صنایع بشریسفالگری است که در مواردی حتی به اعتبار کشف نمونه هایی از آن قدمت و پیشینه تمدنی را هم تعیین کرده اند. اولین نمونه های سفالی مربوط به 8000سال قبل از میلاد مسیح است که بدون استفاده از چرخ ساخته شده است و در کنار آتش و بدون کوره پخته می شده است. در بسیاری از موارد انسان اولیه به تقلید از سبدهایی که با استفاده از ترکه نازک درختان ساخته میشده است سفالینه ها را می ساخت و در برخی از موارد از سبدها بعنوان قالب استفاده می کردند.در 3500ق.م چرخ سفالگری ساده ای اختراع می شود که موجب تحولی شگرف در هنر سفال می گردد. پس از آن انواع تکنیکهای تزئین و رویه آرایی مثل نقاشی، حکاکی و برجسته کاری روی سفال به وجود می آید. پس از کشف چرخ، پیدایش و کاربرد
لعاب مهمترین تحول در زمینه سفالگری محسوب می شود. ماده اولیه کار سفالگری گل است که از ترکیب انواع خاکها با آب به دست می آید.خاکهای مورد مصرف به دو دسته تقسیم می شوند: اولیه مثل کائولین، خاک سفید، و خاک آستون ور که برای ساخت سرامیک به کار می روندو خاکهای ثانویه مثل رس که برای ساخت سفال به کار می رود. محصولات سفال و سرامیک به طور معمول به روشهای مختلف ساخته می شوند که عبارتند از: روش فشاری، روش ورقه ای، روش لوله ای، روش چرخکاری،روش دوغابی. که روشهای فشاری، ورقه ای، لوله ای بیشتر با مهارت دستان هنرمند و استفاده از قوه ذوق و خلاقیتوی شکل می گیرد. روش چرخکاری همراه بااستفاده از چرخ سفالگریمی باشد. در روش دوغابی که برای تهیه سرامیک به کار می رود، دوغاب تهیه شده در قالب هاییاز جنس گچ ریخته شده و به این وسیله به آن شکل می دهند.پسازاجرا سفال و سرامیک خام حاصل را درکوره با دمای 950 الی 1000 درجه سانتی گراد میپزند. فراورده حاصلرا بیسکوئیت می نامند که برای مراحل لعابدادن و انواع رویه آراییها و تزئین استفاده میشود
هنر میناکاری

میناکاری یا میناسازی هنری است که سابقهای در حدود پنج هزار سال دارد و از صنایع دستی محسوب میشود. میناکاری هنرتزئین فلزات (بعضاً شیشه وسرامیک) با مواد رنگین مات یا شفاف، با کمک گرفتن از آتش است که درایران این هنر اصیل در اواخر دوره ناصری به خاموشی گرایید. این هنرشامل فعل وانفعلات پیچیده ی شیمیایی است و یک هنرآزمایشگاهی محسوب میشود و در حقیقت شیئی است که از ترکیب اکسید فلزات با برخی نمکها در اثر حرارت تزئین یافته است. کلیه مصنوعات فلزی از جنس طلا، نقره، مس، برنج، برنزکه به وسیله ی لعاب سفید و یا رنگی پوشیده شده وبا رنگهای مختلف خطوط و نقوشی توسط حرارت بر روی آن ایجاد شده باشد، در زمره محصولات مینا کاری شده قرار دارد. امروزه، این هنر بیشتر بر روی مس انجام میشود ولی میتوان بر روی طلا و نقره نیز آن را به عمل آورد. طلا تنها فلزی است که به هنگام ذوب شدن مینا اکسید نمیشود از اینرو امکان اجرای طرحی همراه با جزئیات و با شباهت هر چه تمام تر بر روی مینا را ایجاد میکند.
در حالی که میناهای مسی و نقره ای چنین کیفیتی را ندارند. امروزه در ایران کانون تولید میناکاری شهر اصفهان وشیرازمیباشد و استادان برجستهای در تولید آثار مینا مشغول به فعالیت هستند. ادامه مطلب ...
هنر خاتم کاری

هنر خاتم کاری
هنر خاتم کاری یکی از مهمترین هنرهای دستی ایران است. این صنعت، ارزش هنری فوق العاده زیادی دارد و سابقه آن درایران از زمانهای خیلی قدیم بوده است.
خاتم ترکیبی است از چند ضلعیهای منظم با تعداد اضلاع متفاوت (پنج، شش، هفت، هشت و یا ده ضلعی) که با استفاده از مواد اولیه شامل چوبهای رنگی در رنگهای مختلف، مفتول برنج و انواع استخوان تشکیل میشود. خاتم از هنرهای دستی دقیق و پرکار است که تولید و ساخت آن احتیاج به دقت و حوصله زیاد دارد.
در لغتنامه دهخدا، خاتم ساز چنین معنی شده است: «آنکه پارههای استخوان را در چوب با نقش و نگار بنشاند. خاتم سازی عمل خاتم ساز را گویند.»
در دائرةالمعارف فارسی درباره خاتم کاری و
خاتم سازی آمده است:«هنر آراستن سطح اشیاء به صورتی شبیه موزائیک، با
مثلثهای کوچک. طرحهای گوناگون خاتم همواره به صورت اشکال منظم هندسی بوده
است. این اشکال هندسی را با قراردادن مثلثهای کوچک در کنار هم نقشبندی
میکنند.
مثلثها را از انواع چوب، فلز و استخوان میسازند. هرچه
مثلثها ریزتر وظریفتر باشند، خاتم مرغوبتر است. در یک طرح خاتم، برای
ساختن کوچکترین واحد هندسی، حداقل سه مثلث و برای بزرگترین آن، حداکثر
چهارصد مثلث به کار میرود.»
مهمترین مراکز خاتم سازی درایران شیراز، اصفهان و تهران هستند که البته اکثر خاتم سازان در تهران، اصفهانی یا شیرازی میباشند.
تاریخچه خاتم کاری
درباره مخترع و مبتکر خاتم بین خاتم سازان و هنرمندان روایات گوناگونی وجود دارد ولی به درستی معلوم نیست اولین بار خاتم سازی را چه کسی ابداع کرده است.
وقتی " آرتور پوپ"، ایرانشناس فقید، میگوید: " ... یک جفت در که متعلق به سال 1591میلادی است و زمینه آن از چوب گردوست با استخوان و چوبهای دیگری روی آن موزائیک کاری شده که آن را خاتمبند مینامند..." منظورش همین خاتم کاریست. رضاشاه، هفتاد خاتم کار را با شاگردانشان سه سال به کار گماشت تا کار خاتم کاری دیوار کاخ پایان یافت و این بدان معناست که تا آن زمان این هنر سخت پایدار است. خاتم کاری هنوز هم برای تزئین صندوقها و جعبهها، قاب عکس و تکههای سازهای موسیقی و... بکار میرود ولی متأسفانه کیفیت آن بسیار کاهش یافته است.
در دائرةالمعارف فارسی آمده است: «زمان آغاز این هنر دانسته نیست، و آنچه درباره آن گفته میشود با افسانه همراه است. برخی از استادان خاتم ساز هنوز بر این عقیدهاند که هنر خاتم سازی معجزه ابراهیم پیغمبر است»
صنعتگران مصری این روش را مانند بسیاری از هنرها و پیشههای دیگر از قبطیها اقتباس کردهاند. چندین قطعه و لوحه که روی آنها با چوب و استخوان موزائیککاری شده است، در عین الصیره نزدیک قاهره دراوایل دوره اسلام به دست آمده و اغلب آنها درموزه صنایع اسلامی قاهره و یا موزه برلین وجود دارد که یکی ازعالیترین نمونههای این صنعت درموزه متروپولیتن است.
برخی از آثار و نمونههای تاریخی در هنر خاتم عبارتند از:
1. منبر خاتم کاری در مسجد جامع عتیق شیراز دارای قدمت بیش از هزارسال.
2. سقف ایوان اصلی مسجد جامع عتیق شیراز مریوطه به سده هشتم هجری (سده چهاردهم میلادی)
3. درهای خاتم قصر رویایی تیمور گرکانی به نام دلگشا در سمرقند و درهای آرامگاه وی در سال ۸۰۷ هجری(۱۴۰۵میلادی)
4. درهای چوب گردو و روکش استخوان و دیگر چوبهای ساخته شده توسط هنرمندی بنام حبیب الله درسال ۹۹۹هجری(۱۵۹۱میلادی) که درموزه برلین نگهداری میشود.
5. درهای مزین به اشکال هندسی گل و بته، از شهر بخارا که درموزه ویکتوریا آلبرت موجود است.
6. منبر چوبی مسجد لنبان اصفهان با اشکال هندسی و اجزای نقرههای مربوطه به سال ۱۱۱۴هجری(۱۷۰۲میلادی)
7. اتاق هفت در هفت متری خاتم کاری شده به تمامی وسایل موجود در آن، در کاخ مرمر به مدت چهار سال.
8. تالار خاتم مجلس شورای ملی با ۴۰۰ متر مربع خاتم کاری
9. صندوق مرقد امامزاده سید علاء الدین حسین فرزند امام موسی بن جعفر(ع) در شیراز و در جفت خاتم آن بقعه که قدمت آنها 400 تا 450 سال است.
10. قاب آینه خاتم که در تاریخ 1124 ه. ق در کرمان ساخته شده و جزو مجموعه خصوصی مرحوم محمدحسین صنیع خاتم است.
11. در زمان سلجوقیان، درب شبستان مسجد جامع اصفهان و آثاری هم در جاهای دیگر مانند مسجد مصری در جهانباره، خاتم بوده است.
12. آثاری از زمان صفویه مثل درب مدرسة سلطانی چهارباغ که در بازار هنر قرار دارد و دیگری مقبرة شیخ صفی الدین در اردبیل که استادانی از اصفهان در آن کار کرده اند.
13. صندوق مرقد حضرت موسی بن جعفر(ع) و حضرت امام جواد(ع) در سامرا و نیز صندوق خاتم ضریح نرگس خاتون مادر گرامی حضرت حجت الله (عج) در سامره که در زمان شاه سلطان حسین صفوی به کمک استاد جعفر ساخته شده است، از شاهکارهای خاتم آن دوران است.
14. از آثار مربوط دوره زندیه، می توان صندوق مرقد حضرت علی بن ابیطالب(ع) در نجف اشرف، صندوق خاتم مرقد حضرت سید الشهدا (ع) و حضرت ابوالفضل(ع) در کربلا، صندوق مقبره حضرت زینب(س) و حضرت رقیه (س) در سوریه را نام برد.
15. در دوران قاجاریه، ورودی خزانه و حرم حضرت عبد العظیم (ع)، در ورودی موزه ایران باستان و درب مسجد سید اصفهان از خاتم است.
16. در دوره پهلوی، در ساخت صندوقهای حضرت مسلم بن عقیل(ع)، حضرت عبد العظیم (ع)، حضرت شاهچراغ(ع) و امامزاده سید میرمحمد(ع) خاتم به کار رفته است.
خاتم در اصفهان
سابقه خاتم در اصفهان به دوره سلجوقیان میرسد و آثاری از آن باقی مانده است که در بالا نمونههایی ذکر گردید. این هنر به شیوه امروزی، قبل از صفویه و در عهد استیلای ایلخان مغول بر ایران و به دنبال پیدایش رابطه مستقیم بین ایران و چین، به ایران راه یافته است. اوج شکوفایی و تکامل این هنر در دروان صفویه بود. دراین دوران از گوشه و کنار ایران هنرمندان به اصفهان، پایتخت آن زمان آمدند و هنرهای فراموششده این کشور ازنو پایه گذاری شد.
در دوره زندیه و به خصوص در زمان سلطنت کریم خان در اثر تشویق هنرمندان، تحولاتی در هنرهای تزئینی ایران پدید آمد. بعدها در زمان قاجاریه به علت عدم توجه به هنرها، این هنر نیز همانند سایر هنرها از درجه اعتبار و اهمیت افتاد و استادان وهنرمندان این رشته دراین دوران در بدترین وسختترین شرایط زندگی میکردند. بطور کلی، خاتم در زمان قاجار روبه تحلیل رفته ولی باز هم آثاری از آن به جا مانده است.
در ایران پیش از ظهور اسلام گونهای خاتم سازی رواج داشته و شیوه کار آن چنین بوده که از چوب یکرنگ، مکعبهایی به اضلاع چهار میلی متر میبریدند و با طرحهای گوناگون روی صفحهای نصب و میخکوب میکردند و این شیوه تا چند قرن پس از اسلام هم متداول بوده است.
درسال ۱۳۰۷، اوایل دوران پهلوی، مدرسه صنایع مستظرفه به کوشش استاد محمد غفاری (کمال الملک) تأسیس شد و این هنرستان رونق و توسعهای به هنرهای دستی کشور بخشید و پس ازآن کارگاههای خاتم سازی و چند کارگاه دیگر در وزارت فرهنگ و هنر سابق تشکیل شد.
خاتم سازی بعد از انقلاب اسلامی
هنرخاتم سازی بعد ازانقلاب اسلامی ایران در شیراز، اصفهان، تهران و به طورپراکنده دربرخی شهرهای کوچک ایران ادامه پیداکرد. دربررسی خاتم ساخته شده در سالهای بعد از انقلاب اسلامی ایران، متوجه میشویم که طرحها تا حدودی تغییر کرده است؛ با حذف طرحهای خارجی توجه بیشتر به سنت گرایی گشته و با الهام از روح تعالیم اسلامی برای اولین بار نوشته وخط وارد خاتم شده وجملاتی مثل الله اکبر، آیات قرآن و آرم جمهوری اسلامی و ... در متن و حواشی کار هنرمندان ظاهر گشته است.
هنر خاتم سازی بعد از انقلاب اسلامی، در کارگاه خاتم سازی وزارت فرهنگ و هنر سابق تحت نام جدیدی با وابستگی به وزارت فرهگ و آموزش عالی ادامه یافت و از آن زمان تاکنون سمتوسوی طرحها تغییر یافته است.
خاتم سازی
خاتم ابتدا از کنار هم قرار گرفتن مثلثهای بزرگ شکل می گرفت و رنگ چوبهای مصرفی بیشتر سیاه یا سفید بود؛ ولی به تدریج ذوق و سلیقه ایرانی ظرافت کنونی را جانشین زمختی پیشین نمود، تنوعی در رنگهای آن به وجود آورد و رنگهای قرمز، سبز، آبی و زرد را به آن افزود و به جای روی و قلع که قبلا به کار برده می شد و هیچ جلوه و جلایی نداشت، از فلز برنج بهره گرفت.
برخی اساتید نقل کرده اند که از نظر هندسی نیز در خاتم تغییراتی ایجاد گردید و اشکال سه ضلعی، پنج ضلعی، هشت ضلعی، ده ضلعی و دوازده ضلعی به کار گرفته شد که با قرار دادن آنها کنار یکدیگر نقش بندی ایجاد می شود.
در خاتم کاری چوب، استخوان یا فلز را به صورت منشورهای مثلث القاعده برش داده و آنها را به گونه ای کنار هم قرار می دهند که برش عرضی این مثلثهای واحد، دارای اشکال هندسی منظم باشد. سپس با سریش، برشهای نازک را با نظم و ترتیب خاصی روی ورقه نازک چوبی می چسبانند و پس از خشک شدن ورقهها را روی اشیای مورد نیاز جهت تزئین نصب می کنند.
بطور کلی، هنر خاتم شامل دو مرحله زیر است:
1- خاتم سازی که شامل عملیاتی از قبیل طراحی خاتم، تهیه مواد و مصالح و برش مصالح اولیه، ترکیب و ایجاد گل و در نهایت ساخت قامه (جسم مکعب مستطیلی شکل دارای میانگین طول 40 سانتی متر و عرض 10 سانتی متر و قطر 3 سانتی متر از چوب یا خاتم) و برش آن و تهیه لایه خاتم است.
2- خاتم کاری که شامل طراحی زیرسازی، طراحی چسباندن لایههای خاتم بر روی زیرکار، پرداخت و جلا کاری اشیای خاتم کاری است.
مواد اولیه در ساخت خاتم
انواع چوب مانند توسکا، راش، آبنوس، فوفل، گردو، بقم، عناب، نارنج، کهکم، کبوده، افرا، تبریزی، شمشاد
انواع استخوان مانند استخوان و عاج فیل، استخوان شتر، استخوان اسب، استخوان گاو
مفتولهای فلزی مانند برنج، آلومینیوم و بعضاً نقره
و صدف، نخ پرک، سریشم، لاک
فلزات نیز باید آلیاژ مناسبی داشته باشند.
برای استقامت خاتم ساخته شده و مراقبت از آن، از فلزات رنگی در خاتم سازی
استفاده می شود؛ نقره و آلومینیوم برای رنگ سفید و برنج برای رنگ زرد مورد
استفاده قرار می گیرد. به همین جهت برنج که آلیاژ خوبی به شمار می رود،
بیشترین کاربرد را در هنر خاتم سازی دارد و در تهیه
استخوان نیز باید
به مواردی مانند سلامت حیوان ذبح شده، تازگی استخوان و سفیدی رنگ آن توجه
کرد. البته استخوان طی مراحل خاصی از قبیل چربی گیری و خواباندن در آب آهک
آماده کار می شود.
در انتخاب مصالح باید نهایت توجه مبذول گردد تا بهترین نتیجه عاید شود. مثلا، برای تهیه چوب مورد نیاز باید دقت شود که دارای رنگ و بافت مناسبی بوده و گره و ترک نداشته باشد.
وسایل و ابزار کار در هنر خاتم سازی
بطور کلی، وسایل مورد نیاز خاتم سازی عبارتند از: چکش، دریل، مته، انواع ارهها، انواع سوهان، انواع رنده، پرس، تیرهدار یا خطکش قفل، مقار، انواع تنگها، چسبهای مخصوص و....
مراحل کار خاتم کاری
مرحله اول: آماده سازی مواد خام
خاتم کار، باید مواد خام خود یعنی چوب، استخوان، فلز و... را مدتها قبل از اینکه خاتم سازی آغاز شود، آماده کند. در مرحله اول احتیاج به چوبهایی است که رنگهای آن متنوع باشد.
سپس، خاتم کار چوبها را با اره بغل شش بُر به قطعات نازک به اصطلاح خودشان " لا" میبرد. ضخامت هر لا 23/0 و ابعاد آن 5*70 سانتی متر است. لاهای نازک را " لای مثلث" یا " لای بغل شش" یا " لای یک لایی" مینامند؛ علت اختلاف نام آنها بدلیل طرز بریدن آنهاست. سپس آنها را در گوشهای میگذارند تا خشک شود.
استخوان شتر را هم به همین طریق به نوارهای کوچکی بریده و آن را در داخل ظرفهای سفالی به نام "هسین" میگذارند. داخل این ظروف، آب آهک قرار میدهند و استخوانها را حدود 3ماه در آن قرار میدهند تا سفید شود.
در مرحله بعدی مجدداً چوبها و استخوانها را برشهای بسیار ریز میدهند و به آن " شش" میگویند که پهنای هر کدام آن 24/0 سانتی متر است. بعضی از ششهای استخوانی را به هم بسته و آن را در ظرف دیگری که دارای محلول خورنده سبز رنگی است، میگذارند. این محلول سبز، شامل سرکه و نشادر است که براده مس به نام "سواله ی مس" و "دم چرخ" مس به آن اضافه شده است. " شش"ها 4 تا 6 ماه در آّب سبز میماند تا اینکه اثر اسیدی مس در آن نفوذ کرده و رنگ آن را سبز کند. برای کارهای خاتم کاری گرانتر، به جای استخوان شتر از عاج فیل استفاده میکنند.
سپس نوبت آماده کردن " شش"های فلزی میرسد. ششهای فلزی اغلب برنج و در موارد استثنایی از نقره ساخته میشوند. مفتول برنج را به قطعات 70سانتی متر بریده و با چکش دم پهن در قالبهای آن را به صورت شیارهای مثلثی در آورده و بدین ترتیب یک شکل منظم مثلث به نام " سه پخ" در میآید.
اکنون، زمان به شکل درآوردن ششها آغاز میگردد. ششهای کوچک متساوی الاظلاع را " مثلث"، ششهای بزرگتر با قاعده بزرگ را " بغل شش"(سه گوش) و ششهای الماس گون را " جو" مینامند. خاتم کار برای اینکه شکلهای مورد نیاز خود را بدست آورد، روی یک تخته (که دارای شیارهایی است و به صورت قالب عمل میکند و " سیم مساوی" نامیده میشود) ششهای آماده را بر طبق نقشه خود قرار میدهد و روی آن " سوهان دم پهن" میکشد و شکل معینی را بدست میآورد. بدین ترتیب چوب، استخوان و ششهای سی کامل شده و در بستههای بزرگ به گوشهای گذاشته میشود.
مرحله دوم: طراحی ششهای مرکب و میله
خاتم کار در این مرحله، طرحی که مورد توجه اوست انتخاب میکند مثلاً ترکیبی از اشکال مثلثاتی در داخل شش گوشهای منتظمی مثلثات بزرگ. با داشتن لااقل سه نوع چوب رنگی و فلز و استخوان میتوان ترکیبات احتمالی بسیار متنوعی تشکیل داد.
مرحله سوم: به هم بستن گلها و بسته بندی آنها
وقتی تمام میلهها آماده شد طول اصلی آنها (که 70 سانتی متر است) به 8تکه که هر کدام 75/8 سانتی متر یا بیشتر است، بریده میشود. سپس خاتم کار با درنظر گرفتن بزرگی کار، لایههای استخوان را آماده و نیمی از آن را با قطعاتی که دو سر آن چسب زده شده و به ارتفاع کار مورد نظر میباشد، گرد میآورد.
پس از آن، گلهای شش گوش کوتاه و میله مثلثاتی را روی این تختهها یا استخوانها میچسباند. سپس تخته دیگری روی آن قرار میدهد و همه این مجموعه را میان دو تخته گیره قرار میدهد. سپس دو تا " گوه" هم روی آن گذاشته و با چکش هر دو " گوه" را میکوبد تا سفت شود. این منگنه را " تنگ زنگیره" مینامند. بسته بندی این میلهها را " قامه" میگویند.
مرحله چهارم: بریدن بستهها و لایههای پشت
خاتم کار با اره بسیار نازک " قامهها" را به قطعاتی به ضخامت3میلیمتر میبرد. برش آنها نسبت به محور شش ها قائمه است.
" آصر" ، که از تختههای پشت بند به ضخامت 6میلیمتر میباشد، برشهای خاتم (لایه ی دو سایه) را یکی در میان، در جعبهای به نام " توره" که معمولاً 12 برش خاتم کاری گنجایش دارد، چسبانده و این بسته را میان منگنه (تنگ) چوبی و گوه قرار میدهند.
تهیه خاتم بسیار زمانبر و پر مشقت است و شاید به همین دلیل آن را خاتم نامیده اند؛ چرا که ختم هنر و ظرافت ایرانی است. متاسفأنه در سالهای اخیر با ورود خاتمهای کارخانهایِ چینی، بازار کار هنرمدندانی که عاشقانه به زنده نگه داشتن این هنر پرداخته و چشمان خود را کم سو کرده اند، بسیار کساد شده است.
مرحله پنجم: برش طولی تورهها و سوار کردن ورقهها
در این مرحله، توره را بریده و به صورت ورقههای نازکی قاچ میدهند. این کار نیز با اره بسیار ظریف انجام می شود. برشها به طریقی انجام میشود که اولین برش، لایه ی دو سایه را به دو قسمت مساوی تقسیم کند و برش بعد آصر نخست را شکاف دهد و همین عمل را تکرار میکنند تا 24ورقه که لایهای در حدود 5/1 میلیمترخاتم کاری در یک طرف و 3میلیمتر آصر در سوی دیگر درست کند. سپس ان ورقهها را روی تخته رنده کشویی مخصوص، صاف کرده، سمباده میزنند و به شیئی که باید تزئین شود، میچسبانند که برای چسباندن از چسب مخصوص استفاده میکنند.
در برخی خاتمها برای زیباتر شدن کار یک حاشیه خاص دور شئی را میگیرد که به آن " مُدخِر" میگویند. در انتها سطح خاتم کاری شده را سنباده زده و به آن روغن " سندلوس" میمالند تا در برابر رطوبت مقاومت یابد.
رایجترین چوبها در خاتم کاری
رایجترین چوبها عبارتند از: رنگ قرمز چوب عناب، رنگ زرد روشن چوب نارنج، رنگ سرخ تیره چوب فوفل. برای کارهای گرانبها از چوب آبنوس و چوب قهوهای ساج نیز استفاده میشود.
انواع خاتم از نظر گل
به علت وجوداشکال و طرحهای مختلف درخاتم سازی که به صورت هندسی است و استفاده از قطعات رنگی در آنها که موجب تنوع زیادی میگردد، با انواع مختلفی از آنها مواجه میشویم:
1. خاتم پره وار و
2. خاتم پرهای
3. خاتم نه گلی لایه دار
4. خاتم ابری ساده
5. خاتم ابری یک دور
6. خاتم ابری دودور
7. خاتم جناقی
8. خاتم خطی
9. خاتم طاقی
10. خاتم خیابانی
11. خاتم بته جقهای
و...
انواع حاشیه
1. حاشیه شش گلی
2. حاشیه جویی
3. حاشیه بازوبندی
4. حاشیه طوره دار
5. حاشیه شمسه دار
و...
خصوصیات یک خاتم و محصول مرغوب وهنری
مرغوبیت یک خاتم خوب به ریز نقشی ومنظم بودن طرح بستگی دارد که همهٔ اینها در مهارت استادکار در تهیهٔ مواد اولیه و نحوه کاربرد آن و حوصله و دقت بسیار زیاد خلاصه میشود.
خصوصیات خاتم مرغوب
1. صاف بودن سطح کار و خالی نبودن هیچ جای خاتم.
2. یکنواخت بودن رنگ و مصالح به کار رفته در ساخت خاتم.
3. عدم تغییر در رنگ و شکل.
4. ترمیمکاریها و بتونهکاریها در سطح کار مشخص نباشند.
5. قرینه بودن تمامی گلها و اشکال درسطح کار و زوایا و اضلاع.
6. دقیق و مهندسی بودن اساس و ساختمان طرح که تمامی ابعاد با هم همسان، قرینه و یک اندازه باشند که البته اگر شاسی طرح دقیق نباشد، بهترین خاتم نیز بر روی آن نما و جلوهای ندارد و کل طرح را از بین میبرد. به همین جهت است که یک هنرمند خاتم ساز باید یک نجار چیره دست هم باشد.
7. رنگکاری و روکش دادن محصول بایستی ماهرانه و بدون خدشه و هر عیبی باشد.
8. نقشها ومثلثها هر چه ریزتر باشند، کیفیت و ارزش کار بیشتر است.
9. وزن مناسب جعبه نسبت به نوع مصرف آن.
تذکر مهم: کلیه محصولات خاتم کاری شده بایستی دور از حرارت، رطوبت و نور مستقیم خورشید نگهداری و از تمیز کردن آنها با پارچهٔ مرطوب واز به کار بردن هر گونه جلاسنج بر روی سطوح خاتم اجتناب نمائید.
فیروزه کوبی(صنایع دستی)
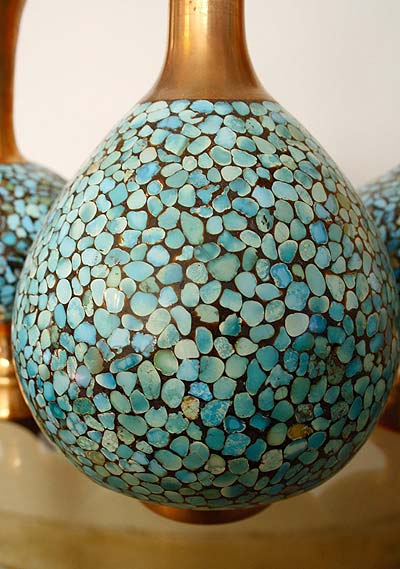
فیروزه کوبی یکی از معدود رشتههای صنایع دستی است که زیبایی و گیرایی یک فرآوردهی خوب صنایع دستی را با خود دارد. یک فرآورده فیروزه کوب اعم از زیروآلات و یا ظروف عبارت است از شیئی مسی، برنجی، نقرهای، ورشویی و یا برنزی که ذرات و قطعات ریز سنگ فیروزه بر قسمتهایی از سطوح آن به فرم موزائیک در کنار هم نشانده شده و به این ترتیب جلوهای خاص به آن بخشیده میشود.
یکی از کارهای جنبی صنعت فیروزه کوبی کار تهیهی زیر ساخت است که در کارگاه زرگری و بطور جداگانه انجام میشود. در حال حاضر صنعت دستی فیروزه کوبی فقط در اصفهان رایج است و صنعتگران شاغل در این رشته محدود و انگشت شمار میباشند.